You have just completed a capsule filling run. The quality control report shows a fill weight relative standard deviation (RSD) of 3.2%. Is that acceptable? The answer depends entirely on what you are filling—a free-flowing powder, a coated pellet, or a granular formulation.
Fill weight RSD is the most commonly used metric for assessing capsule filling consistency. But acceptable ranges vary widely based on material type, target fill weight, and regulatory expectations. A 3% RSD that would be unacceptable for a powder might be excellent for a pellet formulation.

This article explains what fill weight RSD means, what acceptable ranges apply to powders, pellets, and granules respectively, and how material properties drive these differences.
Relative standard deviation (RSD), also known as coefficient of variation (CV), expresses the standard deviation of fill weights as a percentage of the mean fill weight. It is the standard metric for quantifying fill weight variability in capsule filling operations.
The formula:RSD (%) = (Standard Deviation / Mean Fill Weight) × 100
Why RSD matters:
A lower RSD means more consistent fill weights across capsules
High RSD indicates potential content uniformity issues—especially critical for low-dose active pharmaceutical ingredients
RSD is used by regulatory agencies (FDA, USP) as an acceptance criterion for dosage unit uniformity
Fill weight variability can affect dissolution performance and, ultimately, patient outcomes
The United States Pharmacopeia (USP) specifies that for capsules, the requirements for dosage uniformity are met if the Relative Standard Deviation of 10 dosage units is less than or equal to 6.00%. If this criterion is not met, testing expands to 20 units, where the RSD must not exceed 7.80%.
These USP limits represent the regulatory ceiling—the maximum acceptable variability for finished dosage units. However, in-process fill weight RSD targets are typically set much tighter to provide a safety margin.
Powders, particularly those with good flow properties, consistently achieve the lowest fill weight RSD among all material types.
| Fill Weight Range | Typical RSD Target | Acceptable RSD (In-Process) | Regulatory Limit (USP) |
|---|---|---|---|
| > 200 mg | < 1.5% | < 2.5% | ≤ 6.0% |
| 100–200 mg | < 2.0% | < 3.0% | ≤ 6.0% |
| 50–100 mg | < 2.5% | < 4.0% | ≤ 6.0% |
| < 50 mg (low-dose) | < 3.0% | < 5.0% | ≤ 6.0% |
Compaction and plug formation: Tamping pin or dosator filling compresses powder into a uniform plug, reducing volume-based variability
Density stabilization: Powder bulk density becomes more consistent under compression
Flow aids: Glidants and lubricants improve powder flow, reducing fill weight variation
A study examining capsule fill weight in dosator nozzle machines found that as fill weight decreases, more factors affect capsule fill weight. In other words, achieving low RSD becomes progressively harder at lower fill weights—a critical consideration for low-dose formulations.
Research on low-dose capsule filling (1.5–21 mg fill weights) demonstrated that acceptable RSDs were achievable even for very low doses when process parameters were properly optimized. This confirms that powder filling can maintain excellent consistency across a wide fill weight range.
If powder fill weight RSD exceeds 3–4%, investigate:
Powder segregation (particle size differences causing density variations)
Inconsistent powder bed height in the hopper
Dosing pin wear or improper depth setting
Insufficient mixing of lubricants or glidants
For production environments requiring tight powder fill weight RSD, the design of the dosing system is critical. See how intermittent rotary architectures support consistent powder filling in the capsule filling machine series →.
Pellets present a fundamentally different filling challenge. Unlike powders that can be compressed into a uniform plug, pellets are discrete, rigid particles that cannot be compacted without damage.
| Pellet Size | Typical RSD Target | Acceptable RSD (In-Process) | Regulatory Limit (USP) |
|---|---|---|---|
| Uniform pellets (0.5–1.0 mm) | 2.5–3.5% | < 5.0% | ≤ 6.0% |
| Variable pellet sizes | 3.5–5.0% | < 6.0% | ≤ 6.0% |
| Multi-pellet blends | 4.0–6.0% | < 7.0% | ≤ 7.8% (20 units) |
No compression: Pellets are filled by volume (gravity or vacuum cup), not weight—any size variation translates directly to weight variation
Size distribution: Even narrow pellet size distributions produce inherent weight variability
Bridging and segregation: Pellets can bridge in the hopper or segregate by size during flow
Damage risk: Compression would crush pellets, so filling must be gentle
A study on pellet filling into hard shell capsules examined how pellet aggregate populations influence filling variability. The research demonstrated that pellet size distribution is a primary driver of fill weight RSD—narrower distributions yield lower RSD.
For pellet formulations, RSD values of 4–5% are often considered acceptable in practice, provided:
The pellet size distribution is well-characterized and controlled
Fill weight remains within the individual weight variation limits specified by USP (85–115% of label claim for 10 units)
Content uniformity (active ingredient distribution) is verified separately
Practical guidance: If your pellet RSD exceeds 5%, consider:
Narrowing the pellet size range through better granulation control
Adjusting filling speed (slower speeds often improve pellet consistency)
Using a filling system specifically designed for pellets (gravity or vacuum cup, not tamping pin)
Granules occupy a middle ground. They are larger than powders but generally more uniform and free-flowing than pellets.
| Granule Type | Typical RSD Target | Acceptable RSD (In-Process) | Regulatory Limit (USP) |
|---|---|---|---|
| Free-flowing granules | 1.5–2.5% | < 3.5% | ≤ 6.0% |
| Moderately cohesive granules | 2.0–3.5% | < 4.5% | ≤ 6.0% |
| Granules with fines | 2.5–4.0% | < 5.5% | ≤ 6.0% |
Better flow than powders: Granulation improves flow properties, reducing fill weight variation
Some compressibility: Granules can be lightly compacted without damage, improving consistency
Size uniformity: Granulation typically produces a narrower size distribution than pellets
Research on granulated cellulose powder found that lubricant addition can significantly affect fill weight variation—a factor to consider when formulating granules for capsule filling. Magnesium stearate, a common lubricant, increased the coefficient of fill weight variation when capsules were filled at maximum compression.
To achieve lower granule RSD:
Control granule size distribution (target a narrow range)
Minimize fines (small particles that cause flow issues)
Optimize lubricant concentration (too much can increase variability)
Maintain consistent granule moisture content
| Comparison Factor | Powders | Granules | Pellets |
|---|---|---|---|
| Typical RSD target (in-process) | < 2.0% | < 3.0% | < 4.0% |
| Acceptable RSD range | 1.0–3.5% | 2.0–4.5% | 3.0–6.0% |
| Primary filling mechanism | Tamping pin/compression | Tamping or gravity | Gravity/vacuum cup |
| Main RSD driver | Powder flow, density | Size distribution, flow | Pellet size uniformity |
| Regulatory limit (USP) | ≤ 6.0% (10 units) | ≤ 6.0% (10 units) | ≤ 6.0% (10 units) |
| Practical RSD ceiling | 4.0% | 5.0% | 6.5% |
| Most common RSD issue | Segregation, bridging | Fines content | Size variability |
Key insight: All three material types must ultimately meet the same USP regulatory limit of ≤6.0% RSD for 10 dosage units. However, in-process targets differ significantly because the typical variability of each material type is different. Powders routinely achieve 1–2% RSD; pellets rarely achieve below 3%.
The USP specifies the following RSD criteria for capsules:
| Stage | Sample Size | RSD Requirement | Individual Unit Range |
|---|---|---|---|
| Stage 1 | 10 units | RSD ≤ 6.00% | 9 of 10 units within 85–115% of label claim; no unit outside 75–125% |
| Stage 2 (if Stage 1 fails) | 20 additional units (30 total) | RSD ≤ 7.80% | Not more than 1 of 20 outside 85–115%; no unit outside 75–125% |
Important: These are finished product release criteria, not in-process targets. In-process fill weight RSD should be set significantly tighter to ensure final product compliance.
The FDA’s guidance on powder blends and finished dosage units specifies that for all individual results (n ≥ 30), the RSD ≤ 6.0 percent with a mean of 90.0% to 110.0% of target assay.
For blend uniformity of generic drug products, the FDA’s acceptance criteria require that an active ingredient be in the range of 90.0% to 110.0% of the amount specified, and RSD must be no more than 5.0% (typically based on testing six to 10 samples).
For capsule fillers, these regulatory requirements mean:
For powders: Target RSD of 1.5–2.5% provides a comfortable margin below the 6.0% USP limit
For granules: Target RSD of 2.0–3.5% still leaves an adequate safety margin
For pellets: Target RSD of 3.0–4.5% is realistic, but requires careful process control to stay under 6.0%
Profile: Low fill weight, high-value material, tight RSD requirement.
RSD target: ≤ 2.0% (in-process)
Why: At 50 mg fill weight, a 2% RSD represents only ±1 mg variation. Any higher RSD would risk content uniformity failure for the API.
Machine consideration: Intermittent rotary with precise dosing pin control and longer dwell time.
Profile: Three pellet types in one capsule, each with a different size distribution.
RSD target: ≤ 4.5% (in-process)
Why: Pellet size variability is inherent; 4.5% RSD is achievable and still provides a margin below 6.0% USP limit.
Machine consideration: Pellet-capable filling system (gravity or vacuum cup) with gentle handling.
For production lines handling challenging materials like pellets or cohesive powders, see how customized configurations are structured in the solutions overview for pharmaceutical manufacturing →.
Profile: High fill weight, multiple excipients, moderate flow properties.
RSD target: ≤ 2.5% (in-process)
Why: Granules with good flow can achieve 2.5% RSD, providing ample regulatory margin.
Machine consideration: Standard intermittent rotary with appropriate mold tooling.
| Symptom | Likely Cause (Powder) | Likely Cause (Granules) | Likely Cause (Pellets) |
|---|---|---|---|
| RSD increases over time | Hopper emptying (head pressure drop) | Sieve blinding (fines accumulation) | Pellet segregation by size |
| RSD is high from start | Poor powder flow, incorrect pin depth | Wide granule size distribution | Wide pellet size distribution |
| RSD spikes intermittently | Powder bridging in hopper | Agitator malfunction | Bridging or arching |
| RSD increases with speed | Insufficient dwell time | Insufficient dwell time | Pellet damage at high speed |
You now understand that acceptable fill weight RSD depends critically on material type:
Powders: Target < 2.5% RSD (achievable with proper machine setup)
Granules: Target < 3.5% RSD (depends on granule quality)
Pellets: Target < 5.0% RSD (inherent variability from discrete particles)
All three must ultimately comply with USP <905> requirements: ≤6.0% RSD for 10 dosage units.
Once you have characterized your primary material type and established realistic RSD targets, comparing specific machine specifications becomes straightforward. Evaluate equipment based on how well its filling principle (tamping pin for powders, gravity cup for pellets) matches your material’s requirements.
How to validate fill weight accuracy during capsule machine commissioning
Powder flow characterization methods for capsule filling – what to test before production
Intermittent vs continuous rotary capsule machines: which motion fits your material?
Single-station vs double-station capsule fillers for small batch sizes
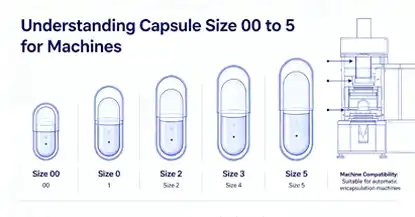
Understanding capsule size 00 to 5 for machines – how size affects fill weight RSD



No. of station:26/32/40
Max.tablet diameter:25/16/13mm

No. of station:45/55/75
Max.tablet diameter:25/16/13mm
24/7 Online Technical Support
One-Year Warranty and Spare Parts Coverage
Lifetime free technical consulting service
GET A QUOTE